Epoxy
Epoxy refers to any of the basic components or cured end products of epoxy resins, as well as a colloquial name for the epoxide functional group.[1] Epoxy resins, also known as polyepoxides, are a class of reactive prepolymers and polymers which contain epoxide groups.

Epoxy resins may be reacted (cross-linked) either with themselves through catalytic homopolymerisation, or with a wide range of co-reactants including polyfunctional amines, acids (and acid anhydrides), phenols, alcohols and thiols (usually called mercaptans). These co-reactants are often referred to as hardeners or curatives, and the cross-linking reaction is commonly referred to as curing.
Reaction of polyepoxides with themselves or with polyfunctional hardeners forms a thermosetting polymer, often with favorable mechanical properties and high thermal and chemical resistance. Epoxy has a wide range of applications, including metal coatings, use in electronics/electrical components/LEDs, high tension electrical insulators, paint brush manufacturing, fiber-reinforced plastic materials, and adhesives for structural and other purposes.
History
Condensation of epoxides and amines was first reported and patented by Paul Schlack of Germany in 1934.[2] Claims of discovery of bisphenol-A-based epoxy resins include Pierre Castan[3] in 1943. Castan's work was licensed by Ciba, Ltd. of Switzerland, which went on to become one of the three major epoxy resin producers worldwide. Ciba's epoxy business was spun off as Vantico in the late 1990s, which was subsequently sold in 2003 and became the Advanced Materials business unit of Huntsman Corporation of the United States. In 1946, Sylvan Greenlee, working for the Devoe & Raynolds Company, patented resin derived from bisphenol-A and epichlorohydrin.[4] Devoe & Raynolds, which was active in the early days of the epoxy resin industry, was sold to Shell Chemical; the division involved in this work was eventually sold, and via a series of other corporate transactions is now part of Hexion Inc..[5]
Chemistry
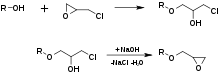
Most of the commercially used epoxy monomers are produced by the reaction of a compound with acidic hydroxy groups and epichlorohydrin. First a hydroxy group reacts in a coupling reaction with epichlorohydrin, followed by dehydrohalogenation. Epoxy resins produced from such epoxy monomers are called glycidyl-based epoxy resins. The hydroxy group may be derived from aliphatic diols, polyols (polyether polyols), phenolic compounds or dicarboxylic acids. Phenols can be compounds such as bisphenol A and novolak. Polyols can be compounds such as 1,4-butanediol. Di- and polyols lead to diglycid polyethers. Dicarboxylic acids such as hexahydrophthalic acid are used for diglycide ester resins. Instead of a hydroxy group, also the nitrogen atom of an amine or amide can be reacted with epichlorohydrin.
The other production route for epoxy resins is the conversion of aliphatic or cycloaliphatic alkenes with peracids:[6][7] In contrast to glycidyl-based epoxy resins, this production of such epoxy monomers does not require an acidic hydrogen atom but an aliphatic double bond.
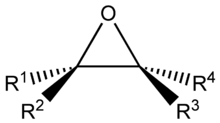
The epoxide group is also sometimes referred to as a oxirane group.
Bisphenol-based
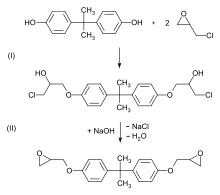
The most common epoxy resins are based on reacting epichlorohydrin (ECH) with bisphenol A, resulting in a different chemical substance known as bisphenol A diglycidyl ether (commonly known as BADGE or DGEBA). Bisphenol A-based resins are the most widely commercialised resins but also other bisphenols are analogously reacted with epichlorohydrin, for example Bisphenol F.
In this two-stage reaction, epichlorohydrin is first added to bisphenol A (bis(3-chloro-2-hydroxy-propoxy)bisphenol A is formed), then a bisepoxide is formed in a condensation reaction with a stoichiometric amount of sodium hydroxide. The chlorine atom is released as sodium chloride (NaCl), the hydrogen atom as of water.
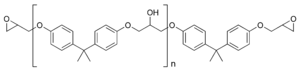
Higher molecular weight diglycidyl ethers (n ≥ 1) are formed by the reaction of the bisphenol A diglycidyl ether formed with further bisphenol A, this is called prepolymerization:
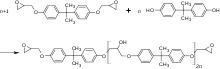
A product comprising a few repeat units (n = 1 to 2) is a viscous, clear liquid; this is called a liquid epoxy resin. A product comprising more repeating units (n = 2 to 30) is at room temperature a colourless solid, which is correspondingly referred to as solid epoxy resin.
Instead of bisphenol A, other bisphenols (especially bisphenol F) or brominated bisphenols (e. g. tetrabromobisphenol A) can be used for the said epoxidation and prepolymerisation. Bisphenol F may undergo epoxy resin formation in a similar fashion to bisphenol A. These resins typically have lower viscosity and a higher mean epoxy content per gram than bisphenol A resins, which (once cured) gives them increased chemical resistance.
Important epoxy resins are produced from combining epichlorohydrin and bisphenol A to give bisphenol A diglycidyl ethers.
Increasing the ratio of bisphenol A to epichlorohydrin during manufacture produces higher molecular weight linear polyethers with glycidyl end groups, which are semi-solid to hard crystalline materials at room temperature depending on the molecular weight achieved. This route of synthesis is known as the "taffy" process. More modern manufacturing methods of higher molecular weight epoxy resins is to start with liquid epoxy resin (LER) and add a calculated amount of bisphenol A and then a catalyst is added and the reaction heated to circa 160 °C (320 °F). This process is known as "advancement".[8] As the molecular weight of the resin increases, the epoxide content reduces and the material behaves more and more like a thermoplastic. Very high molecular weight polycondensates (ca. 30 000 – 70 000 g/mol) form a class known as phenoxy resins and contain virtually no epoxide groups (since the terminal epoxy groups are insignificant compared to the total size of the molecule). These resins do however contain hydroxyl groups throughout the backbone, which may also undergo other cross-linking reactions, e.g. with aminoplasts, phenoplasts and isocyanates.
Epoxy resins are polymeric or semi-polymeric materials or an oligomer, and as such rarely exist as pure substances, since variable chain length results from the polymerisation reaction used to produce them. High purity grades can be produced for certain applications, e.g. using a distillation purification process. One downside of high purity liquid grades is their tendency to form crystalline solids due to their highly regular structure, which then require melting to enable processing.
An important criterion for epoxy resins is the epoxide group content. This is expressed as the "epoxide equivalent weight", which is the ratio between the molecular weight of the monomer and the number of epoxide groups. This parameter is used to calculate the mass of co-reactant (hardener) to use when curing epoxy resins. Epoxies are typically cured with stoichiometric or near-stoichiometric quantities of hardener to achieve the best physical properties.
Novolaks
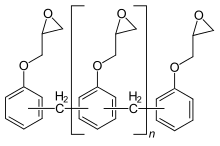
Novolaks are produced by reacting phenol with methanal (formaldehyde). The reaction of epichlorohydrin and novolaks produces novolaks with glycidyl residues, such as epoxyphenol novolak (EPN) or epoxycresol novolak (ECN). These highly viscous to solid resins typically carry 2 to 6 epoxy groups per molecule. By curing, highly cross-linked polymers with high temperature and chemical resistance but low mechanical flexibility are formed due to the high functionality of these resins.[6]
Reaction of phenols with formaldehyde and subsequent glycidylation with epichlorohydrin produces epoxidised novolacs, such as epoxy phenol novolacs (EPN) and epoxy cresol novolacs (ECN). These are highly viscous to solid resins with typical mean epoxide functionality of around 2 to 6. The high epoxide functionality of these resins forms a highly crosslinked polymer network displaying high temperature and chemical resistance, but low flexibility.
Aliphatic
There are two common types of aliphatic epoxy resins: those obtained by epoxidation of double bonds (cycloaliphatic epoxides and epoxidized vegetable oils) and those formed by reaction with epichlorohydrin (glycidyl ethers and esters).
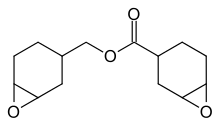
Cycloaliphatic epoxides contain one or more aliphatic rings in the molecule on which the oxirane ring is contained (e.g. 3,4-epoxycyclohexylmethyl-3',4'-epoxycyclohexane carboxylate). They are produced by the reaction of a cyclic alkene with a peracid (see above).[9] Cycloaliphatic epoxides are characterised by their aliphatic structure, high oxirane content and the absence of chlorine, which results in low viscosity and (once cured) good weather resistance, low dielectric constants and high Tg. However, aliphatic epoxy resins polymerize very slowly at room temperature, so higher temperatures and suitable accelerators are usually required. Because aliphatic epoxies have a lower electron density than aromatics, cycloaliphatic epoxies react less readily with nucleophiles than bisphenol A-based epoxy resins (which have aromatic ether groups). This means that conventional nucleophilic hardeners such as amines are hardly suitable for crosslinking. Cycloaliphatic epoxides are therefore usually homopolymerized thermally or UV-initiated in an electrophilic or cationic reaction. Due to the low dielectric constants and the absence of chlorine, cycloaliphatic epoxides are often used to encapsulate electronic systems, such as microchips or LEDs. They are also used for radiation-cured paints and varnishes. Due to their high price, however, their use has so far been limited to such applications.[6]
Epoxidized vegetable oils are formed by epoxidation of unsaturated fatty acids by reaction with peracids. In this case, the peracids can also be formed in situ by reacting carboxylic acids with hydrogen peroxide. Compared with LERs (liquid epoxy resins) they have very low viscosities. If, however, they are used in larger proportions as reactive diluents, this often leads to reduced chemical and thermal resistance and to poorer mechanical properties of the cured epoxides. Large scale epoxidized vegetable oils such as epoxidized soy and lens oils are used to a large extent as secondary plasticizers and cost stabilizers for PVC.[6]
Aliphatic glycidyl epoxy resins of low molar mass (mono-, bi- or polyfunctional) are formed by the reaction of epichlorohydrin with aliphatic alcohols or polyols (glycidyl ethers are formed) or with aliphatic carboxylic acids (glycidyl esters are formed). The reaction is carried out in the presence of a base such as sodium hydroxide, analogous to the formation of bisphenol A-diglycidyl ether. Also aliphatic glycidyl epoxy resins usually have a low viscosity compared to aromatic epoxy resins. They are therefore added to other epoxy resins as reactive diluents or as adhesion promoters. Epoxy resins made of (long-chain) polyols are also added to improve tensile strength and impact strength.
A related class is cycloaliphatic epoxy resin, which contains one or more cycloaliphatic rings in the molecule (e.g. 3,4-epoxycyclohexylmethyl-3,4-epoxycyclohexane carboxylate). This class also displays lower viscosity at room temperature, but offers significantly higher temperature resistance than the aliphatic epoxy diluents. However, reactivity is rather low compared to other classes of epoxy resin, and high temperature curing using suitable accelerators is normally required. As aromaticity is not present in these materials as it is in Bisphenol A and F resins, the UV stability is considerably improved.
Halogenated
Halogenated epoxy resins are admixed for special properties, in particular brominated and fluorinated epoxy resins are used.[6]
Brominated bisphenol A is used when flame retardant properties are required, such as in some electrical applications (e.g. printed circuit boards). The tetrabrominated bisphenol A (TBBPA, 2,2-bis(3,5-dibromophenyl)propane) or its diglycidyl ether, 2,2-bis[3,5-dibromo-4-(2,3-epoxypropoxy)phenyl]propane, can be added to the epoxy formulation. The formulation may then be reacted in the same way as pure bisphenol A. Some (non-crosslinked) epoxy resins with very high molar mass are added to engineering thermoplastics, again to achieve flame retardant properties.
Fluorinated epoxy resins have been investigated for some high performance applications, such as the fluorinated diglycidether 5-heptafluoropropyl-1,3-bis[2-(2,3-epoxypropoxy)hexafluoro-2-propyl]benzene. As it has a low surface tension, it is added as a wetting agent (surfactant) for contact with glass fibres. Its reactivity to hardeners is comparable to that of bisphenol A. When cured, the epoxy resin leads to a thermosetting plastic with high chemical resistance and low water absorption. However, the commercial use of fluorinated epoxy resins is limited by their high cost and low Tg.
Diluents
Epoxy resins diluents are typically formed by glycidylation of aliphatic alcohols or polyols. The resulting materials may be monofunctional (e.g. dodecanol glycidyl ether), difunctional (butanediol diglycidyl ether), or higher functionality (e.g. trimethylolpropane triglycidyl ether). These resins typically display low viscosity at room temperature (10-200 mPa.s) and are often referred to as reactive diluents. They are rarely used alone, but are rather employed to modify (reduce) the viscosity of other epoxy resins. This has led to the term ‘modified epoxy resin’ to denote those containing viscosity-lowering reactive diluents.
Glycidylamine
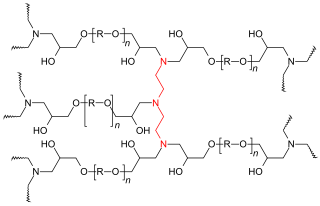
Glycidylamine epoxy resins are higher functionality epoxies which are formed when aromatic amines are reacted with epichlorohydrin. Important industrial grades are triglycidyl-p-aminophenol (functionality 3) and N,N,N′,N′-tetraglycidyl-bis-(4-aminophenyl)-methane (functionality 4). The resins are low to medium viscosity at room temperature, which makes them easier to process than EPN or ECN resins. This coupled with high reactivity, plus high temperature resistance and mechanical properties of the resulting cured network makes them important materials for aerospace composite applications.
Curing
In general, uncured epoxy resins have only poor mechanical, chemical and heat resistance properties. However, good properties are obtained by reacting the linear epoxy resin with suitable curatives to form three-dimensional cross-linked thermoset structures. This process is commonly referred to as curing or gelation process.[10] Curing of epoxy resins is an exothermic reaction and in some cases produces sufficient heat to cause thermal degradation if not controlled.
Curing may be achieved by reacting an epoxy with itself (homopolymerisation) or by forming a copolymer with polyfunctional curatives or hardeners. In principle, any molecule containing a reactive hydrogen may react with the epoxide groups of the epoxy resin. Common classes of hardeners for epoxy resins include amines, acids, acid anhydrides, phenols, alcohols and thiols. Relative reactivity (lowest first) is approximately in the order: phenol < anhydride < aromatic amine < cycloaliphatic amine < aliphatic amine < thiol.
While some epoxy resin/ hardener combinations will cure at ambient temperature, many require heat, with temperatures up to 150 °C (302 °F) being common, and up to 200 °C (392 °F) for some specialist systems. Insufficient heat during cure will result in a network with incomplete polymerisation, and thus reduced mechanical, chemical and heat resistance. Cure temperature should typically attain the glass transition temperature (Tg) of the fully cured network in order to achieve maximum properties. Temperature is sometimes increased in a step-wise fashion to control the rate of curing and prevent excessive heat build-up from the exothermic reaction.
Hardeners which show only low or limited reactivity at ambient temperature, but which react with epoxy resins at elevated temperature are referred to as latent hardeners. When using latent hardeners, the epoxy resin and hardener may be mixed and stored for some time prior to use, which is advantageous for many industrial processes. Very latent hardeners enable one-component (1K) products to be produced, whereby the resin and hardener are supplied pre-mixed to the end user and only require heat to initiate curing. One-component products generally have shorter shelf-lives than standard 2-component systems, and products may require cooled storage and transport.
The epoxy curing reaction may be accelerated by addition of small quantities of accelerators. Tertiary amines, carboxylic acids and alcohols (especially phenols) are effective accelerators. Bisphenol A is a highly effective and widely used accelerator, but is now increasingly replaced due to health concerns with this substance.
Homopolymerisation
Epoxy resin may be reacted with itself in the presence of an anionic catalyst (a Lewis base such as tertiary amines or imidazoles) or a cationic catalyst (a Lewis acid such as a boron trifluoride complex) to form a cured network. This process is known as catalytic homopolymerisation. The resulting network contains only ether bridges, and exhibits high thermal and chemical resistance, but is brittle and often requires elevated temperature for the curing process, so finds only niche applications industrially. Epoxy homopolymerisation is often used when there is a requirement for UV curing, since cationic UV catalysts may be employed (e.g. for UV coatings).
Amines
Polyfunctional primary amines form an important class of epoxy hardeners. Primary amines undergo an addition reaction with the epoxide group to form a hydroxyl group and a secondary amine. The secondary amine can further react with an epoxide to form a tertiary amine and an additional hydroxyl group. Kinetic studies have shown the reactivity of the primary amine to be approximately double that of the secondary amine. Use of a difunctional or polyfunctional amine forms a three-dimensional cross-linked network. Aliphatic, cycloaliphatic and aromatic amines are all employed as epoxy hardeners. Amine type hardeners will alter both the processing properties (viscosity, reactivity) and the final properties (mechanical, temperature and heat resistance) of the cured copolymer network. Thus amine structure is normally selected according to the application. Overall reactivity potential for different hardeners can roughly be ordered; aliphatic amines > cycloaliphatic amines > aromatic amines, though aliphatic amines with steric hindrance near the amino groups may react as slowly as some of the aromatic amines. Slower reactivity allows longer working times for processors. Temperature resistance generally increases in the same order, since aromatic amines form much more rigid structures than aliphatic amines. Aromatic amines were widely used as epoxy resin hardeners, due to the excellent end properties when mixed with a parent resin. Over the past few decades concern about the possible adverse health effects of many aromatic amines has led to increased use of aliphatic or cycloaliphatic amine alternatives. Amines are also blended, adducted and reacted to alter properties and these amine resins are more often used to cure epoxy resins than a pure amine such as TETA. increasingly, WATER BASED polyamines are also used to help reduce the toxicity profile among other reasons.
Anhydrides
Epoxy resins may be thermally cured with anhydrides to create polymers with significant property retention at elevated temperatures for extended periods of time. Reaction and subsequent crosslinking occur only after opening of the anhydride ring, e.g. by secondary hydroxyl groups in the epoxy resin. Homopolymerization may also occur between epoxide and hydroxyl groups. The high latency of anhydride hardeners makes them suitable for processing systems which require addition of mineral fillers prior to curing, e.g. for high voltage electrical insulators. Cure speed may be improved by matching anhydrides with suitable accelerators. For dianhydrides, and to a lesser extent, monoanhydrides, non-stoichiometric, empirical determinations are often used to optimize dosing levels. In some cases, blends of dianhydrides and monoanhydrides can improve metering and mixing with liquid epoxy resins. [11]
Phenols
Polyphenols, such as bisphenol A or novolacs can react with epoxy resins at elevated temperatures (130–180 °C, 266–356 °F), normally in the presence of a catalyst. The resulting material has ether linkages and displays higher chemical and oxidation resistance than typically obtained by curing with amines or anhydrides. Since many novolacs are solids, this class of hardeners is often employed for powder coatings.
Thiols
Also known as mercaptans, thiols contain a sulfur which reacts very readily with the epoxide group, even at ambient or sub-ambient temperatures. While the resulting network does not typically display high temperature or chemical resistance, the high reactivity of the thiol group makes it useful for applications where heated curing is not possible, or very fast cure is required e.g. for domestic DIY adhesives and chemical rock bolt anchors. Thiols have a characteristic odour, which can be detected in many two-component household adhesives.
Applications
The applications for epoxy-based materials are extensive and include coatings, adhesives and composite materials such as those using carbon fiber and fiberglass reinforcements (although polyester, vinyl ester, and other thermosetting resins are also used for glass-reinforced plastic). The chemistry of epoxies and the range of commercially available variations allows cure polymers to be produced with a very broad range of properties. In general, epoxies are known for their excellent adhesion, chemical and heat resistance, good-to-excellent mechanical properties and very good electrical insulating properties. Many properties of epoxies can be modified (for example silver-filled epoxies with good electrical conductivity are available, although epoxies are typically electrically insulating). Variations offering high thermal insulation, or thermal conductivity combined with high electrical resistance for electronics applications, are available.[12]
As with other classes of thermoset polymer materials, blending different grades of epoxy resin, as well as use of additives, plasticizers or fillers is common to achieve the desired processing or final properties, or to reduce cost. Use of blending, additives and fillers is often referred to as formulating.
Paints and coatings
Two part epoxy coatings were developed for heavy duty service on metal substrates and use less energy than heat-cured powder coatings. These systems provide a tough, protective coating with excellent hardness. One part epoxy coatings are formulated as an emulsion in water, and can be cleaned up without solvents.
Epoxy coatings are often used in industrial and automotive applications since they are more heat resistant than latex-based and alkyd-based paints. Epoxy paints tend to deteriorate, known as "chalking out", due to UV exposure.[13]
Polyester epoxies are used as powder coatings for washers, driers and other "white goods". Fusion Bonded Epoxy Powder Coatings (FBE) are extensively used for corrosion protection of steel pipes and fittings used in the oil and gas industry, potable water transmission pipelines (steel), and concrete reinforcing rebar. Epoxy coatings are also widely used as primers to improve the adhesion of automotive and marine paints especially on metal surfaces where corrosion (rusting) resistance is important. Metal cans and containers are often coated with epoxy to prevent rusting, especially for foods like tomatoes that are acidic. Epoxy resins are also used for decorative flooring applications such as terrazzo flooring, chip flooring, and colored aggregate flooring.
Epoxies were modified in a variety of ways, Reacted with fatty acids derived from oils to yield epoxy esters, which were cured the same way as alkyds . Typical ones were L8(80% linseed, D4 (40% Dehydrated castor oil). These were often reacted with styrene to make styrenated epoxy esters, used as primers. Curing with phenolics to make drum linings, curing esters with amine resins and pre-curing epoxies with amino resins to make resistant top coats.
One of the best examples was a system of using solvent free epoxies for priming ships during construction, this used a system of hot airless spray with premixing at the head. This obviated the problem of solvent retention under the film, which caused adhesion problems later on.
Adhesives

Epoxy adhesives are a major part of the class of adhesives called "structural adhesives" or "engineering adhesives" (that includes polyurethane, acrylic, cyanoacrylate, and other chemistries.) These high-performance adhesives are used in the construction of aircraft, automobiles, bicycles, boats, golf clubs, skis, snowboards, and other applications where high strength bonds are required. Epoxy adhesives can be developed to suit almost any application. They can be used as adhesives for wood, metal, glass, stone, and some plastics. They can be made flexible or rigid, transparent or opaque/colored, fast setting or slow setting. Epoxy adhesives are better in heat and chemical resistance than other common adhesives. In general, epoxy adhesives cured with heat will be more heat- and chemical-resistant than those cured at room temperature. The strength of epoxy adhesives is degraded at temperatures above 350 °F (177 °C).[14]
Some epoxies are cured by exposure to ultraviolet light. Such epoxies are commonly used in optics, fiber optics, and optoelectronics.
Industrial tooling and composites
Epoxy systems are used in industrial tooling applications to produce molds, master models, laminates, castings, fixtures, and other industrial production aids. This "plastic tooling" replaces metal, wood and other traditional materials, and generally improves the efficiency and either lowers the overall cost or shortens the lead-time for many industrial processes. Epoxies are also used in producing fiber-reinforced or composite parts. They are more expensive than polyester resins and vinyl ester resins, but usually produce stronger and more temperature-resistant thermoset polymer matrix composite parts.
Wind turbine technology composites
Epoxy resins are used as bonding matrix along with glass or carbon fiber fabrics to produce composites with very high strength to weight characteristics, allowing longer and more efficient rotor blades to be produced. In addition, for offshore and onshore wind energy installations, epoxy resins are used as protective coatings on steel towers, base struts and concrete foundations. Aliphatic polyurethane top coats are applied on top to ensure full UV protection, prolong operational lifetimes and lowering maintenance costs. Electric generators, connected via the drivetrain with the rotor blades, convert mechanical wind energy in usable electric energy, and rely on epoxies electrical insulation and high thermal resistance properties. The same applies to transformers, bushings, spacers, and composites cables connecting the windmills to the grid In Europe, wind energy components account for the largest segment of epoxy applications, about 27% of the market.[15]
Electrical systems and electronics

Epoxy resin formulations are important in the electronics industry, and are employed in motors, generators, transformers, switchgear, bushings, insulators, printed wiring boards (PWB), and semiconductor encapsulants. Epoxy resins are excellent electrical insulators and protect electrical components from short circuiting, dust and moisture. In the electronics industry epoxy resins are the primary resin used in overmolding integrated circuits, transistors and hybrid circuits, and making printed circuit boards. The largest volume type of circuit board—an "FR-4 board"—is a sandwich of layers of glass cloth bonded into a composite by an epoxy resin. Epoxy resins are used to bond copper foil to circuit board substrates, and are a component of the solder mask on many circuit boards.
Flexible epoxy resins are used for potting transformers and inductors. By using vacuum impregnation on uncured epoxy, winding-to-winding, winding-to-core, and winding-to-insulator air voids are eliminated. The cured epoxy is an electrical insulator and a much better conductor of heat than air. Transformer and inductor hot spots are greatly reduced, giving the component a stable and longer life than unpotted product.
Epoxy resins are applied using the technology of resin dispensing.
Petroleum & petrochemical
Epoxies can be used to plug selective layers in a reservoir which are producing excessive brine. The technique is named "water shut-off treatment".[10]
Consumer and marine applications
Epoxies are sold in hardware stores, typically as a pack containing separate resin and hardener, which must be mixed immediately before use. They are also sold in boat shops as repair resins for marine applications. Epoxies typically are not used in the outer layer of a boat because they deteriorate by exposure to UV light. They are often used during boat repair and assembly, and then over-coated with conventional or two-part polyurethane paint or marine-varnishes that provide UV protection.
There are two main areas of marine use. Because of the better mechanical properties relative to the more common polyester resins, epoxies are used for commercial manufacture of components where a high strength/weight ratio is required. The second area is that their strength, gap filling properties and excellent adhesion to many materials including timber have created a boom in amateur building projects including aircraft and boats.
Normal gelcoat formulated for use with polyester resins and vinylester resins does not adhere to epoxy surfaces, though epoxy adheres very well if applied to polyester resin surfaces. "Flocoat" that is normally used to coat the interior of polyester fibreglass yachts is also compatible with epoxies.
Epoxy materials tend to harden somewhat more gradually, while polyester materials tend to harden quickly, particularly if a lot of catalyst is used.[16] The chemical reactions in both cases are exothermic. Large quantities of mix will generate their own heat and greatly speed the reaction, so it is usual to mix small amounts which can be used quickly.
While it is common to associate polyester resins and epoxy resins, their properties are sufficiently different that they are properly treated as distinct materials. Polyester resins are typically low strength unless used with a reinforcing material like glass fibre, are relatively brittle unless reinforced, and have low adhesion. Epoxies, by contrast, are inherently strong, somewhat flexible and have excellent adhesion. However, polyester resins are much cheaper.
Epoxy resins typically require a precise mix of two components which form a third chemical. Depending on the properties required, the ratio may be anything from 1:1 or over 10:1, but in every case they must be mixed exactly. The final product is then a precise thermo-setting plastic. Until they are mixed the two elements are relatively inert, although the 'hardeners' tend to be more chemically active and should be protected from the atmosphere and moisture. The rate of the reaction can be changed by using different hardeners, which may change the nature of the final product, or by controlling the temperature.
By contrast, polyester resins are usually made available in a 'promoted' form, such that the progress of previously-mixed resins from liquid to solid is already underway, albeit very slowly. The only variable available to the user is to change the rate of this process using a catalyst, often Methyl-Ethyl-Ketone-Peroxide (MEKP), which is very toxic. The presence of the catalyst in the final product actually detracts from the desirable properties, so that small amounts of catalyst are preferable, so long as the hardening proceeds at an acceptable pace. The rate of cure of polyesters can therefore be controlled by the amount and type of catalyst as well as by the temperature.
As adhesives, epoxies bond in three ways: a) Mechanically, because the bonding surfaces are roughened; b) by proximity, because the cured resins are physically so close to the bonding surfaces that they are hard to separate; c) ionically, because the epoxy resins form ionic bonds at an atomic level with the bonding surfaces. This last is substantially the strongest of the three. By contrast, polyester resins can only bond using the first two of these, which greatly reduces their utility as adhesives and in marine repair.
Aerospace applications
In the aerospace industry, epoxy is used as a structural matrix material which is then reinforced by fiber. Typical fiber reinforcements include glass, carbon, Kevlar, and boron. Epoxies are also used as a structural glue. Materials like wood, and others that are 'low-tech' are glued with epoxy resin. Epoxies generally out-perform most other resin types in terms of mechanical properties and resistance to environmental degradation.[17]
Production
The global epoxy resin market was valued at approximately $8 billion in 2016. The epoxy resin market is dominated by the Asia-Pacific region, which contributes 55.2% of the total market share. China is the major producer and consumer globally, consuming almost 35% of the global resin production. The global market is made up of approximately 50–100 manufacturers of basic or commodity epoxy resins and hardeners. In Europe, about 323,000 tonnes of epoxy resin were manufactured in 2017 generating some €1,055 million in sales. Germany [15] is the largest market for epoxy resins in Europe, followed by Italy, France, the UK, Spain, the Netherlands and Austria.
These commodity epoxy manufacturers mentioned above typically do not sell epoxy resins in a form usable to smaller end users, so there is another group of companies that purchase epoxy raw materials from the major producers and then compounds (blends, modifies, or otherwise customizes) epoxy systems from these raw materials. These companies are known as "formulators". The majority of the epoxy systems sold are produced by these formulators and they comprise over 60% of the dollar value of the epoxy market. There are hundreds of ways that these formulators can modify epoxies—by adding mineral fillers (talc, silica, alumina, etc.), by adding flexibilizers, viscosity reducers, colorants, thickeners, accelerators, adhesion promoters, etc. These modifications are made to reduce costs, to improve performance, and to improve processing convenience. As a result, a typical formulator sells dozens or even thousands of formulations—each tailored to the requirements of a particular application or market.
The raw materials for epoxy resin production are today largely petroleum derived, although some plant derived sources are now becoming commercially available (e.g. plant derived glycerol used to make epichlorohydrin).
Health risks
The primary risk associated with epoxy use is often related to the hardener component and not to the epoxy resin itself. Amine hardeners in particular are generally corrosive, but may also be classed as toxic or carcinogenic/mutagenic. Aromatic amines present a particular health hazard (most are known or suspected carcinogens), but their use is now restricted to specific industrial applications, and safer aliphatic or cycloaliphatic amines are commonly employed.
Liquid epoxy resins in their uncured state are mostly classed as irritant to the eyes and skin, as well as toxic to aquatic organisms. Solid epoxy resins are generally safer than liquid epoxy resins, and many are classified non-hazardous materials. One particular risk associated with epoxy resins is sensitization. The risk has been shown to be more pronounced in epoxy resins containing low molecular weight epoxy diluents.[22] Exposure to epoxy resins can, over time, induce an allergic reaction. Sensitization generally occurs due to repeated exposure (e.g. through poor working hygiene or lack of protective equipment) over a long period of time. Allergic reaction sometimes occurs at a time which is delayed several days from the exposure. Allergic reaction is often visible in the form of dermatitis, particularly in areas where the exposure has been highest (commonly hands and forearms). Epoxy use is a main source of occupational asthma among users of plastics.[23] Bisphenol A, which is used to manufacture a common class of epoxy resins, is a known endocrine disruptor.
References
- Clayton May (11 May 2018). Epoxy Resins: Chemistry and Technology (Second Edition). CRC Press. p. 65. ISBN 978-1-351-44995-3.
- P. Schlack, I. G. Farbenindustrie, German Patent 676 117 (1938), US Patent 2 136 928 (1938).
- US 2444333, Pierre Castan, "Process for the manufacture of thermosetting synthetic resins by the polymerization of alkylene oxide derivatives", issued 1948-06-29, assigned to DeVoe & Raynolds
- US 2456408, Sylvan Owen Greenlee, "Synthetic drying compositions", issued 1948-12-14, assigned to DeVoe & Raynolds
- "History of Epoxy Resin". epoxyflooringtech.com.
- Ha Q. Pham, Maurice J. Marks (2005). "Epoxy Resins". Ullmann's Encyclopedia of Industrial Chemistry. doi:10.1002/14356007.a09_547.pub2.
- Wolfgang Kaiser: Kunststoffchemie für Ingenieure. 3. Aufl. Hanser, München 2011, ISBN 978-3-446-43047-1, S. 437 ff.
- "Epoxy resin mixtures containing advancement catalysts" (PDF). freepatentsonline.com. Retrieved 2018-08-29.
- L. Hammerton, ed. by Rebecca Dolbey: Recent Developments in Epoxy Resins. RAPRA Review Reports, 1996, ISBN 978-1-85957-083-8, S. 8.
- Hakiki, Farizal et al. (2015). Is Epoxy-Based Polymer Suitable for Water Shut-Off Application? SPE-176457-MS. SPE/IATMI Asia Pacific Oil & Gas Conference and Exhibition, 20–22 October, Nusa Dua, Bali, Indonesia. doi: 10.2118/176457-MS
- Mishra, Vinay (2020). "Benefits and Applications of BTDA and Other Dianhydrides in Polyimide and Epoxy Resins".
- May, Clayton A. (1987-12-23). Epoxy Resins: Chemistry and Technology (Second ed.). New York: Marcel Dekker Inc. p. 794. ISBN 0-8247-7690-9.
- Bayliss, D.A.; Deacon, D.H. (2002). Steelwork corrosion control (2nd ed.). London: Spon. pp. 13.6.6 Chalking. ISBN 978-0-415-26101-2.
- Morena, John J (1988). Advanced Composite Mold Making. New York: Van Nostrand Reinhold Co. Inc. pp. 124–125. ISBN 978-0-442-26414-7.
- Epoxy Resins Committee > Socioeconomic Analysis 2013
- Hakiki, F., Nuraeni, N., Salam, D.D., Aditya, W., Akbari, A., Mazrad, Z.A.I. and Siregar, S. Preliminary Study on Epoxy-Based Polymer for Water Shut-Off Application. Paper IPA15-SE-025. Proceeding of The 39th IPA Conference and Exhibition, Jakarta, Indonesia, May 2015.
- "Epoxy Resins". netcomposites.com. Retrieved 2019-07-29.
- Stäubli, W. (1963). "A new embedding technique for electron microscopy, combining a water-soluble epoxy resin (Durcupan) with water-insoluble Araldite" (PDF). The Journal of Cell Biology. Rockefeller Univ Press. 16 (1): 197. doi:10.1083/jcb.16.1.197. PMC 2106182. PMID 13978678.
- Kushida, H. (1963). "A Modification of the Water-miscible Epoxy Resin "Durcupan" Embedding Method for Ultrathin Sectioning". Journal of Electron Microscopy. Japan Society Microscopy. 12 (1): 72.
- Luft, J.H. (1961). "Improvements in epoxy resin embedding methods" (PDF). The Journal of Biophysical and Biochemical Cytology. 9 (2). Rockefeller Univ Press. p. 409.
- McCreight, Tim; Bsullak, Nicole (2001). Color on Metal: 50 Artists Share Insights and Techniques. Guild Pub. ISBN 978-1-893164-06-2.
- An assessment of skin sensitisation by the use of epoxy resin in the construction industry, 2003
- MayoClinic --> Occupational asthma May 23, 2009
External links
| Look up epoxy in Wiktionary, the free dictionary. |
- Epoxy Resin health hazards (California Department of Health Services) 21 April 2008 @ Wayback Machine https://web.archive.org/web/20080421095718/http://www.dhs.ca.gov/ohb/HESIS/epoxy.htm
- The chemistry of epoxide