Molten-Salt Reactor Experiment
The Molten-Salt Reactor Experiment (MSRE) was an experimental molten salt reactor at the Oak Ridge National Laboratory (ORNL) researching this technology through the 1960s; constructed by 1964, it went critical in 1965 and was operated until 1969.[1]
The MSRE was a 7.4 MWth test reactor simulating the neutronic "kernel" of a type of inherently safer epithermal thorium breeder reactor called the liquid fluoride thorium reactor. It primarily used two fuels: first uranium-235 and later uranium-233. The latter 233UF4 was the result of breeding from thorium in other reactors. Since this was an engineering test, the large, expensive breeding blanket of thorium salt was omitted in favor of neutron measurements.
In the MSRE, the heat from the reactor core was shed via a cooling system using air blown over radiators. It is thought similar reactors could power high-efficiency heat engines such as closed-cycle gas turbines.
The MSRE's piping, core vat and structural components were made from Hastelloy-N and its moderator was a pyrolytic graphite core. The fuel for the MSRE was LiF-BeF2-ZrF4-UF4 (65-29-5-1), the graphite core moderated it, and its secondary coolant was FLiBe (2LiF-BeF2), it operated as hot as 650 °C and operated for the equivalent of about 1.5 years of full power operation.
The result promised to be a simple, reliable reactor. The purpose of the Molten-Salt Reactor Experiment was to demonstrate that some key features of the proposed molten-salt power reactors could be embodied in a practical reactor that could be operated safely and reliably and be maintained without excessive difficulty. For simplicity, it was to be a fairly small, one-fluid (i.e. non-breeding) reactor operating at 10 MWth or less, with heat rejection to the air via a secondary (fuel-free) salt.
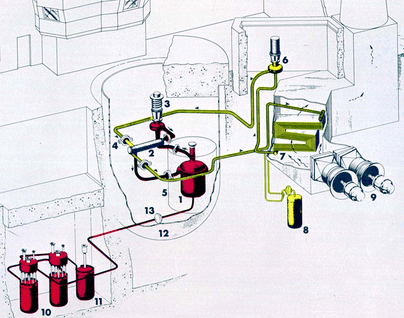
Reactor description

Core

The pyrolytic graphite core, grade CGB, also served as the moderator.
Before the MSRE development began, tests had shown that salt would not permeate graphite in which the pores were on the order of a micrometer. Graphite with the desired pore structure was available only in small, experimentally prepared pieces, however, and when a manufacturer set out to produce a new grade (CGB) to meet the MSRE requirements, difficulties were encountered.[2]
Fuel/primary coolant
The fuel was 7LiF-BeF2-ZrF4-UF4 (65-29.1-5-0.9 mole %).
The first fuel was 33% 235U, later a smaller amount of 233UF4 was used.
By 1960 a better understanding of fluoride salt based molten-salt reactors had emerged due to earlier molten salt reactor research for the Aircraft Reactor Experiment.
Fluoride salts are strongly ionic, and when melted, are stable at high temperatures, low pressures, and high radiation fluxes. Stability at low pressure permits less robust reactor vessels and increases reliability. The high reactivity of fluorine traps most fission reaction byproducts.
It appeared that the fluid salt would permit on-site chemical separation of the fuel and wastes.
The fuel system was located in sealed cells, laid out for maintenance with long-handled tools through openings in the top shielding. A tank of LiF-BeF2 salt was used to flush the fuel circulating system before and after maintenance. In a cell adjacent to the reactor was a simple facility for bubbling gas through the fuel or flush salt: H2-hydrogen fluoride to remove oxide, fluorine to remove uranium as uranium hexafluoride. Haubenreich and Engel,[3] Robertson,[4] and Lindauer[5] provide more detailed descriptions of the reactor and processing plant.
Secondary coolant
The secondary salt was LiF-BeF2 (66–34 mole %).
Pump
The bowl of the fuel pump was the surge space for the circulating loop, and here about 50 US gallons per minute (190 l/min) of fuel was sprayed into the gas space to allow xenon and krypton to escape from the salt. Removing the most significant neutron poison xenon-135 made the reactor safer and easier to restart. In solid-fuel reactors, on restart the 135Xe in the fuel absorbs neutrons, followed by a sudden jump in reactivity as the 135Xe is burned out. Conventional reactors may have to wait hours until xenon-135 decays after shutting down and not immediately restarting (so-called iodine pit).
Also in the pump bowl was a port through which salt samples could be taken or capsules of concentrated fuel-enriching salt (UF4-LiF or PuF3) could be introduced.
Air-cooled heat exchangers

At the time, the high temperatures were seen almost as a disadvantage, because they hampered use of conventional steam turbines. Now, such temperatures are seen as an opportunity to use high-efficiency closed-cycle gas turbines. After two months of high-power operation, the reactor was down for 3 months because of the failure of one of the main cooling blowers.
Neutronics and thermal-hydraulics
The reactor experienced stable neutronic operation. If either temperatures increased, or bubbles formed, the volume of the fluid fuel salts would increase and some fluid fuel salts would be forced out of the core, thereby reducing the reactivity.
The MSRE development program did not include reactor physics experiments or heat transfer measurements. There was enough latitude in the MSRE that deviations from predictions would not compromise safety or accomplishment of the objectives of the experimental reactor.
Building grounds

Construction of the primary system components and alterations of the old Aircraft Reactor Experiment building (which had been partly remodeled for a proposed 60-MW(t) aircraft reactor) were started in 1962. Installation of the salt systems was completed in mid-1964. ORNL was responsible for quality assurance, planning, and management of construction.[6] The primary systems were installed by ORNL personnel; subcontractors modified the building and installed ancillary systems.
Structural alloy Hastelloy-N
A low chromium, nickel–molybdenum alloy, Hastelloy-N, was used in the MSRE and proved compatible with the fluoride salts FLiBe and FLiNaK.[7] All metal parts contacting salt were made of Hastelloy-N.
The choice of Hastelloy-N for the MSRE was on the basis of the promising results of tests at aircraft nuclear propulsion conditions and the availability of much of the required metallurgical data. Development for the MSRE generated the further data required for ASME code approval. It also included preparation of standards for Hastelloy-N procurement and for component fabrication. Almost 200,000 lb (90,000 kg) in a variety of shapes of material for the MSRE was produced commercially. Requests for bids on component fabrication went to several companies in the nuclear fabrication industry, but all declined to submit lump-sum bids because of lack of experience with the new alloy. Consequently, all major components were fabricated in U.S. Atomic Energy Commission-owned shops at Oak Ridge and Paducah.[8]
At the time that design stresses were set for the MSRE, the data that was available indicated that the strength and creep rate of Hastelloy-N were hardly affected by irradiation. After the construction was well along, the stress-rupture life and fracture strain were found to be drastically reduced by thermal neutron irradiation. The MSRE stresses were reanalyzed, and it was concluded that the reactor would have adequate life to reach its goals. At the same time a program was launched to improve the resistance of Hastelloy-N to the embrittlement.[9]
An out-of-pile corrosion test program was carried out for Hastelloy-N,[10] which indicated extremely low corrosion rates at MSRE conditions. Capsules exposed in the Materials Testing Reactor showed that salt fission power densities of more than 200 W/cm3 had no adverse effects on compatibility of fuel salt, Hastelloy-N, and graphite. Fluorine gas was found to be produced by radiolysis of frozen salts, but only at temperatures below about 212 °F (100 °C).[11]
Components that were developed especially for the MSRE included flanges for 5-inch (130 mm) lines carrying molten salt, freeze valves (an air-cooled section where salt could be frozen and thawed), flexible control rods to operate in thimbles at 1,200 °F (649 °C), and the fuel sampler-enricher.[12] Centrifugal pumps were developed similar to those used successfully in the aircraft reactor program, but with provisions for remote maintenance, and including a spray system for xenon removal. Remote maintenance considerations pervaded the MSRE design, and developments included devices for remotely cutting and brazing together 1 1⁄2 inches (38 mm) pipe, removable heater-insulation units, and equipment for removing specimens of metal and graphite from the core.
Development and construction timeline
Most of the MSRE effort from 1960 through 1964 was devoted to design, development, and construction of the MSRE. Production and further testing of graphite and Hastelloy-N, both in-pile and out, were major development activities. Others included work on reactor chemistry, development of fabrication techniques for Hastelloy-N, development of reactor components, and remote-maintenance planning and preparations.[13]
Operation

The MSRE operated for 5 years. The salt was loaded in 1964 and nuclear operation ended in December 1969,[3][14] and all the objectives of the experiment were achieved during this period.
Checkout and prenuclear tests included 1,000 hours of circulation of flush salt and fuel carrier salt. Nuclear testing of the MSRE began in June 1965, with the addition of enriched 235U as UF4-LiF eutectic to the carrier salt to make the reactor critical. After zero-power experiments to measure rod worth and reactivity coefficients,[15] the reactor was shut down and final preparations made for power operation. Power ascension was delayed when vapors from oil that had leaked into the fuel pump were polymerized by the radioactive offgas and plugged gas filters and valves. Maximum power, which was limited to 7.4 MW(t) by the capability of the heat-rejection system, was reached in May 1966.
After two months of high-power operation, the reactor was down for three months because of the failure of one of the main cooling blowers. Some further delays were encountered because of offgas line plugging, but by the end of 1966 most of the startup problems were behind. During the next 15 months, the reactor was critical 80% of the time, with runs of 1, 3, and 6 months that were uninterrupted by a fuel drain. By March 1968, the original objectives of the MSRE had been accomplished, and nuclear operation with 235U was concluded.
.jpg)
By this time, ample 233U had become available,[16] so the MSRE program was extended to include substitution of 233U for the uranium in the fuel salt, and operation to observe the new nuclear characteristics. Using the on-site processing equipment the flush salt and fuel salt were fluorinated to recover the uranium in them as UF6.[5] 233UF4-LiF eutectic was then added to the carrier salt, and in October 1968, the MSRE became the world's first reactor to operate on 233U.
The 233U zero-power experiments and dynamics tests confirmed the predicted neutronic characteristics. An unexpected consequence of processing the salt was that its physical properties were altered slightly so that more than the usual amount of gas was entrained from the fuel pump into the circulating loop. The circulating gas and the power fluctuations that accompanied it were eliminated by operating the fuel pump at slightly lower speed. Operation at high power for several months permitted accurate measurement of the capture-to-fission ratio, for 233U in this reactor, completing the objectives of the 233U operation.
In the concluding months of operation, xenon stripping, deposition of fission products, and tritium behavior were investigated. The feasibility of using plutonium in molten-salt reactors was emphasized by adding PuF3 as makeup fuel during this period.
After the final shutdown in December 1969, the reactor was left in standby for nearly a year. A limited examination program was then carried out, including a moderator bar from the core, a control rod thimble, heat exchanger tubes, parts from the fuel pump bowl, and a freeze valve that had developed a leak during the final reactor shutdown. The radioactive systems were then closed to await ultimate disposal.
Statistics
Parameters and operational statistics:[17]
Power: 8 MW (thermal)
output: 92.8 GWh
equivalent full-power: 11,555 h
Fuel salt: fluoride
cations: 65% Li-7, 29.1% Be, 5% Zr, 0.9% U
weight: 11,260 lbs (5,107 kg)
melting temp: 813 F (434 C)
inlet temp: 1175 F (635 C)
outlet temp: 1225 F (663 C)
flow rate: 400 gal/min (1514 L/min)
fuel pump circulating: 19,405 h
Coolant salt: fluoride
cations: 66% Li-7, 34% Be
weight: 15,300 lbs (6,940 kg)
coolant pump circulating: 23,566 h
Moderator: nuclear graphite
Container: Hastelloy-N
First fuel: U-235
first critical: 1 June 1965
thermal output: 72,441 MWh
critical hours: 11,515 h
full-power output equivalent: 9,006 h
Second fuel: U-233
critical: 2 October 1968
thermal output: 20,363 MWh
critical hours: 3,910 h
full-power output equivalent: 2,549 h
Shutdown: December 1969
Results
The broadest and perhaps most important conclusion from the MSRE experience was that a molten salt fueled reactor concept was viable. It ran for considerable periods of time, yielding valuable information, and maintenance was accomplished safely and without excessive delay.
The MSRE confirmed expectations and predictions.[14] For example, it was demonstrated that: the fuel salt was immune to radiation damage, the graphite was not attacked by the fuel salt, and the corrosion of Hastelloy-N was negligible. Noble gases were stripped from the fuel salt by a spray system, reducing the 135Xe poisoning by a factor of about 6. The bulk of the fission product elements remained stable in the salt. Additions of uranium and plutonium to the salt during operation were quick and uneventful, and recovery of uranium by fluorination was efficient. The neutronics, including critical loading, reactivity coefficients, dynamics, and long-term reactivity changes, agreed with prior calculations.
In other areas, the operation resulted in improved data or reduced uncertainties. The 233U capture-to-fission ratio in a typical MSR neutron spectrum is an example of basic data that was improved. The effect of fissioning on the redox potential of the fuel salt was resolved. The deposition of some elements ("noble metals") was expected, but the MSRE provided quantitative data on relative deposition on graphite, metal, and liquid-gas interfaces. Heat transfer coefficients measured in the MSRE agreed with conventional design calculations and did not change over the life of the reactor. Limiting oxygen in the salt proved effective, and the tendency of fission products to be dispersed from contaminated equipment during maintenance was low.
Operation of the MSRE provided insights into the problem of tritium in a molten-salt reactor. It was observed that about 6–10% of the calculated 54 Ci/day (2.0 TBq) production diffused out of the fuel system into the containment cell atmosphere and another 6–10% reached the air through the heat removal system.[18] The fact that these fractions were not higher, indicated that something partially negated the transfer of tritium through hot metals.
One unexpected finding was shallow, inter-granular cracking in all metal surfaces exposed to the fuel salt. The cause of the embrittlement was tellurium – a fission product generated in the fuel. This was first noted in the specimens that were removed from the core at intervals during the reactor operation. Post-operation examination of pieces of a control-rod thimble, heat-exchanger tubes and pump bowl parts revealed the ubiquity of the cracking and emphasized its importance to the MSR concept. The crack growth was rapid enough to become a problem over the planned thirty-year life of a follow-on thorium breeder reactor. This cracking could be reduced by adding small amounts of niobium to the Hastelloy-N.[19]
Decommissioning
After shutdown, the salt was believed to be in long-term safe storage. At low temperatures, radiolysis can free fluorine from the salt. As a countermeasure, the salt was annually reheated to about 302 °F (150 °C) until 1989.[20] But beginning in the mid-1980s, there was concern that radioactivity was migrating through the system. Sampling in 1994 revealed concentrations of uranium that created a potential for a nuclear criticality accident, as well as a potentially dangerous build-up of fluorine gas – the environment above the solidified salt was approximately one atmosphere of fluorine. The ensuing decontamination and decommissioning project was called "the most technically challenging" activity assigned to Bechtel Jacobs under its environmental management contract with the U.S. Department of Energy's Oak Ridge Operations organization. In 2003, the MSRE cleanup project was estimated at about $130 million, with decommissioning expected to be completed in 2009.[21] Removal of uranium from the salt was finally complete in March 2008, however still leaving the salt with the fission products in the tanks.[22]
Much of the high cost was caused by the unpleasant surprise of fluorine and uranium hexafluoride evolution from cold fuel salt in storage that ORNL did not defuel and store correctly, but this has now been taken into consideration in MSR design.[23]
A potential decommissioning process has been described;[24] uranium is to be removed from the fuel as the hexafluoride by adding excess fluorine, and plutonium as the plutonium dioxide by adding sodium carbonate.
See also
References
- "Archived copy" (PDF). Archived from the original (PDF) on 2016-03-03. Retrieved 2014-01-21.CS1 maint: archived copy as title (link)
- Briggs 1964, pp. 373–309.
- P.N. Haubenreich & J.R. Engel (1970). "Experience with the Molten-Salt Reactor Experiment" (PDF, reprint). Nuclear Applications and Technology. 8 (2): 118–136. doi:10.13182/NT8-2-118. Archived (PDF) from the original on 2015-01-29.CS1 maint: ref=harv (link)
- R.C. Robertson (January 1965). "MSRE Design and Operations Report, Part I, Description of Reactor Design". ORNL-TM-0728. Cite journal requires
|journal=(help)CS1 maint: ref=harv (link) - R.B. Lindauer (August 1969). "Processing of the MSRE Flush and Fuel Salts". ORNL-TM-2578. Cite journal requires
|journal=(help)CS1 maint: ref=harv (link) - B.H. Webster (April 1970). "Quality-Assurance Practices in Construction and Maintenance of the MSRE". ORNL-TM-2999. Cite journal requires
|journal=(help)CS1 maint: ref=harv (link) - DeVan, Jackson H. "Effect of Alloying Additions on Corrosion Behavior of Nickel–Molybdenum Alloys in Fused Fluoride Mixtures." Thesis. University of Tennessee, 1960. Web. <"Archived copy" (PDF). Archived from the original (PDF) on 2011-07-23. Retrieved 2011-01-12.CS1 maint: archived copy as title (link)>.
- Briggs 1964, pp. 63–52.
- H.E. McCoy; et al. (1970). "New Developments in Materials for Molten-Salt Reactors". Nuclear Applications and Technology. 8 (2): 156. doi:10.13182/NT70-A28622.CS1 maint: ref=harv (link)
- Briggs 1964, pp. 334–343.
- Briggs 1964, pp. 252–257.
- Briggs 1964, pp. 167–190.
- Briggs 1964.
- M.W. Rosenthal; P.N. Haubenreich; H.E. McCoy & L.E. McNeese (1971). "Current Progress in Molten-Salt Reactor Development". Atomic Energy Review IX: 601–50.CS1 maint: ref=harv (link)
- B.E. Prince; S.J. Ball; J.R. Engel; P.N. Haubenreich & T.W. Kerlin (February 1968). "Zero-Power Physics Experiments on the MSRE". ORNL-4233. Cite journal requires
|journal=(help)CS1 maint: ref=harv (link) - "Archived copy" (PDF). Archived (PDF) from the original on 2016-03-04. Retrieved 2012-10-11.CS1 maint: archived copy as title (link) (see PDF page 10) "The MSRE was fueled with 39 kilograms of 233U that contained ~220 parts per million (ppm) of 232U [...that was bred in] various Light Water Reactors that had operated on 235U (such as the Indian Point PWR)"
- "Molten Salt Reactor Experiment" (PDF). ornl.gov. Retrieved 26 June 2020.
- R.B. Briggs (Winter 1971–1972). "Tritium in Molten-Salt Reactors". Reactor Technology. 14: 335–342.CS1 maint: ref=harv (link)
- Keiser, J.R. (1977), Status of Tellurium-Hastelloy N Studies in Molten Fluoride Salts (PDF), Oak Ridge National Laboratories, ORNL/TM-6002, archived (PDF) from the original on 2012-03-24
- Disposition of the Fluoride Fuel and Flush Salts from the Molten Salt Reactor Experiment at Oak Ridge National Laboratory, available as PDF Archived 2013-05-22 at the Wayback Machine
- R. Cathey Daniels, Elegant experiment puts wallop on cleanup, The Oak Ridger, April 8, 2003.
- "Archived copy" (PDF). Archived from the original (PDF) on 2013-02-22. Retrieved 2012-12-08.CS1 maint: archived copy as title (link)
- "Fluorine Production and Recombination in Frozen MSR Salts after Reactor Operation [Disc 5]" (PDF). Archived (PDF) from the original on 2012-05-02. Retrieved 2012-10-24.
- Evaluation of the U.S. Department of Energy's Alternatives for the Removal and Disposition of Molten Salt Reactor Experiment Fluoride Salts Archived 2007-05-13 at the Wayback Machine (1997), Commission on Geosciences, Environment and Resources
- Briggs, R. B. (1964). "MSR Program Semiannual Progress Report for the period ending July 31, 1964" (PDF). (ORNL-3708) (66.3 MB PDF), Oak Ridge National Laboratory, U.S. AEC (published November 1964). Retrieved 2008-05-21. Cite journal requires
|journal=(help)CS1 maint: ref=harv (link)
Further reading
External links
- "The Molten-Salt Reactor Experiment" (1969) Oak Ridge National Laboratory on YouTube, a film published by Atomic Energy Commission
- Alvin Weinberg's Molten Salt Reactor Experiment on YouTube
- An Account of Oak Ridge National Laboratory’s Thirteen Nuclear Reactors (from ORNL; includes a section on the MSRE)
- 2015 Workshop on Molten Salt Reactor Technologies ("Commemorating the 50th Anniversary of the Startup of the MSRE"), including a 50th anniversary brochure, posters, and a history of the ORNL molten salt program
Types of nuclear fission reactor | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Light water | |||||||||||||||
| Heavy water |
| ||||||||||||||
| |||||||||||||||
None (fast-neutron) |
| ||||||||||||||
| Others | |||||||||||||||
| |||||||||||||||