Severe plastic deformation
Severe plastic deformation (SPD) is a generic term describing a group of metalworking techniques involving very large strains typically involving a complex stress state or high shear, resulting in a high defect density and equiaxed "ultrafine" grain (UFG) size (d < 500 nm) or nanocrystalline (NC) structure (d < 100 nm).[1]
History
The development of the principles underlying SPD techniques goes back to the pioneering work of P.W. Bridgman at Harvard University in the 1930s.[2] This work concerned the effects on solids of combining large hydrostatic pressures with concurrent shear deformation and it led to the award of the Nobel Prize in Physics in 1946.[3] Very successful early implementations of these principles, described in more detail below, are the processes of equal-channel angular pressing (ECAP) developed by V.M. Segal and co-workers in Minsk in the 1970s[4] and high-pressure torsion, derived from Bridgman's work, but not widely developed until the 1980s at the Russian Institute of Metals Physics in modern-day Yekaterinburg.[3]
Some definitions of SPD describe it as a process in which high strain is applied without any significant change in the dimensions of the workpiece, resulting in a large hydrostatic pressure component.[5] However, the mechanisms that lead to grain refinement in SPD are the same as those originally developed for mechanical alloying, a powder process[6] that has been characterized as "severe plastic deformation" by authors as early as 1983.[7] Additionally, some more recent processes such as asymmetric rolling, do result in a change in the dimensions of the workpiece, while still producing an ultrafine grain structure.[8] The principles behind SPD have even been applied to surface treatments.[9]
Methods
Equal channel angular extrusion
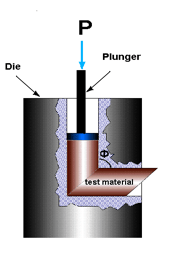
Equal channel angular extrusion (ECAE, sometimes called Equal channel angular pressing, ECAP) was developed in the 1970s. In this process, a metal billet is pressed through an angled (typically 90 degrees) channel. To achieve optimal results, the process may be repeated several times, changing the orientation of the billet with each pass. This produces a uniform shear throughout the bulk of the material.[4]
High pressure torsion
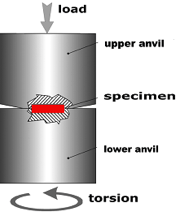
High pressure torsion (HPT) can be traced back to the experiments that won Percy Bridgman the 1946 Nobel Prize in Physics, though its use in metal processing is considerably more recent. In this method, a disk of the material to be strained is placed between 2 anvils. A large compressive stress (typically several gigapascals) is applied, while one anvil is rotated to create a torsion force. HPT can be performed unconstrained, in which the material is free to flow outward, fully constrained, or to some degree between in which outward flow is allowed, but limited.[3]
Accumulative roll bonding
In accumulative roll bonding (ARB), 2 sheets of the same material are stacked, heated (to below the recrystallization temperature), and rolled, bonding the 2 sheets together. This sheet is cut in half, the 2 halves are stacked, and the process is repeated several times. Compared to other SPD processes, ARB has the benefit that it does not require specialized equipment or tooling, only a conventional rolling mill. However, the surfaces to be joined must be well-cleaned before rolling to ensure good bonding.[10]
Repetitive corrugation and straightening
Repetitive corrugation and straightening (RCS) is a severe plastic deformation technique used to process sheet metals. In RCS, a sheet is pressed between two corrugated dies followed by pressing between two flat dies. RCS has gained wide popularity to produce fine grained sheet metals.[11] Endeavors to improve this technique lead to introduce Repetitive Corrugation and Straightening by Rolling (RCSR), a novel SPD method.[12] Applicability of this new method approved in the various materials.[12][13][14][15][16]
Asymmetric rolling
In asymmetric rolling (ASR), a rolling mill is modified such that one roll has a higher velocity than the other. This is typically done with either independent speed control or by using rolls of different size. This creates a region in which the frictional forces on the top and bottom of the sheet being rolled are opposite, creating shear stresses throughout the material in addition to the normal compressive stress from rolling. Unlike other SPD processes, ASR does not maintain the same net shape, but the effect on the microstructure of the material is similar.[8][17]
Mechanical alloying
Mechanical alloying/milling (MA/MM) performed in a high-energy ball mill such as a shaker mill or planetary mill will also induce severe plastic deformation in metals. During milling, particles are fractured and cold welded together, resulting in large deformations. The end product is generally a powder that must then be consolidated in some way (often using other SPD processes), but some alloys have the ability to consolidate in-situ during milling. Mechanical alloying also allows powders of different metals to be alloyed together during processing.[18][19]
Surface treatments
More recently, the principles behind SPD have been used to develop surface treatments that create a nanocrystalline layer on the surface of a material. In the surface mechanical attrition treatment (SMAT), an ultrasonic horn is connected to an ultrasonic (20 kHz) transducer), with small balls on top of the horn. The workpiece is mounted a small distance above the horn. The high frequency results in a large number of collisions between the balls and the surface, creating a strain rate on the order of 102–103 s−1. The NC surface layer developed can be on the order of 50 μm thick.[9] The process is similar to shot peening, but the kinetic energy of the balls is much higher in SMAT.[20]
An ultrasonic nanocrystalline surface modification (UNSM) technique is also one of the newly developed surface modification technique. In the UNSM process, not only the static load, but also the dynamic load are exerted. The processing is conducted striking a workpiece surface up to 20K or more times per second with shots of an attached ball to the horn in the range of 1K-100K per square millimeter. The strikes, which can be described as cold-forging, introduce SPD to produce a NC surface layer by refining the coarse grains until nanometer scale without changing the chemical composition of a material which render the high strength and high ductility. This UNSM technique does not only improve the mechanical and tribological properties of a material, but also produces a corrugated structure having numerous of desired dimples on the treated surface.[21]
Applications
Most research into SPD has focused on grain refinement, which has obvious applications in the development of high-strength materials as a result of the Hall-Petch relation. Conventionally processed industrial metals typically have a grain size from 10–100 μm. Reducing the grain size from 10 μm to 1 μm can increase the yield strength of metals by more than 100%. Techniques that use bulk materials such as ECAE can provide reliable and relatively inexpensive ways of producing ultrafine grain materials compared to rapid solidification techniques such as melt spinning.[22]
However, other effects of SPD, such as texture modification also have potential industrial applications as properties such as the Lankford coefficient (important for deep drawing processes) and magnetic properties of electrical steel are highly dependent on texture.[22]
Processes such as ECAE and HPT have also been used to consolidate metal powders and composites without the need for the high temperatures used in conventional consolidation processes such as hot isostatic pressing, allowing desirable characteristics such as nanorystalline grain sizes or amorphous structures to be retained.[22][23]
Some known commercial application of SPD processes are in the production of Sputtering targets by Honeywell[22] and UFG titanium for medical implants.[24]
Grain refinement mechanism
The presence of a high hydrostatic pressure, in combination with large shear strains, is essential for producing high densities of crystal lattice defects, particularly dislocations, which can result in a significant refining of the grains. Grain refinment in SPD processes occurs by a multi-step process:
- Dislocations, which are initially distributed throughout the grains, rearrange and group together into dislocation "cells" to reduce the total strain energy.
- As deformation continues and more dislocations are generated, misorientation develops between the cells, forming "subgrains"
- The process repeats within the subgrains until the size becomes sufficiently small such that the subgrains can rotate
- Additional deformation causes the subgrains to rotate into high-angle grain boundaries, typically with an equiaxed shape.[25]
The mechanism by which the subgrains rotate is less understood. Wu et al. describe a process in which dislocation motion becomes restricted due to the small subgrain size and grain rotation becomes more energetically favorable.[26] Mishra et al. propose a slightly different explanation, in which the rotation is aided by diffusion along the grain boundaries (which is much faster than through the bulk).[25]
F.A. Mohamad has proposed a model for the minimum grain size achievable using mechanical milling. The model is based on the concept that the grain size is dependent on the rates at which dislocations are generated and annihilated. The full model is given by

- On the left side of the equation: dmin is the minimum grain size and b is the Burgers vector.
- A3 is a constant.
- β=Qp−Qm/Q (Qp is the activation energy for pipe diffusion along dislocations, Qm is the activation energy for vacancy migration, and Q is the activation energy for self-diffusion), βQ represents the activation energy for recovery, R is the gas constant, and T is the processing temperature.
- Dp0 is the temperature-independent component of the pipe diffusion coefficient, G is the shear modulus, ν0 is the dislocation velocity, k is the Boltzmann constant, γ is the stacking fault energy, and H is the hardness.[27]
While the model was developed specifically for mechanical milling, it has also been successfully applied to other SPD processes. Frequently only a portion of the model is used (typically the term involving the stacking fault energy) as the other terms are often unknown and difficult to measure. This is still useful as it implies that all other things remaining equal, reducing the stacking fault energy, a property that is a function of the alloying elements, will allow for better grain refinement.[3][6] A few studies, however, suggested that despite the significance of stacking fault energy on the grain refinement at the early stages of straining, the steady-state grain size at large strains is mainly controlled by the homologous temperature in pure metals [28] and by the interaction of solute atoms and dislocations in single-phase alloys.[29]
References
- Wei, Q; Cheng, S; Ramesh, K.T; Ma, E (15 September 2004). "Effect of nanocrystalline and ultrafine grain sizes on the strain rate sensitivity and activation volume: fcc versus bcc metals". Materials Science and Engineering: A. 381 (1–2): 71–79. doi:10.1016/j.msea.2004.03.064.
- Kaveh Edalati, Zenji Horita (2016). "A review on high-pressure torsion (HPT) from 1935 to 1988". Materials Science & Engineering. 0921-5093: 325–352.
- Zhilyaev, A; Langdon, T (1 August 2008). "Using high-pressure torsion for metal processing: Fundamentals and applications". Progress in Materials Science. 53 (6): 893–979. doi:10.1016/j.pmatsci.2008.03.002.
- Segal, V.M. (1 November 1999). "Equal channel angular extrusion: from macromechanics to structure formation". Materials Science and Engineering: A. 271 (1–2): 322–333. doi:10.1016/S0921-5093(99)00248-8.
- Valiev, Ruslan Z.; Estrin, Yuri; Horita, Zenji; Langdon, Terence G.; Zechetbauer, Michael J.; Zhu, Yuntian T. (April 2006). "Producing bulk ultrafine-grained materials by severe plastic deformation". JOM. 58 (4): 33–39. Bibcode:2006JOM....58d..33V. doi:10.1007/s11837-006-0213-7.
- Qu, S.; An, X.H.; Yang, H.J.; Huang, C.X.; Yang, G.; Zang, Q.S.; Wang, Z.G.; Wu, S.D.; Zhang, Z.F. (2009). "Microstructural evolution and mechanical properties of Cu–Al alloys subjected to equal channel angular pressing". Acta Materialia. 57 (5): 1586–1601. doi:10.1016/j.actamat.2008.12.002.
- Gilman, P.S.; Benjamin, J.S. (1983). "Mechanical alloying". Annual Review of Materials Science. 13: 279–300. Bibcode:1983AnRMS..13..279G. doi:10.1146/annurev.ms.13.080183.001431.
- Cui, Q.; Ohori, K. (October 2000). "Grain refinement of high purity aluminium by asymmetric rolling". Materials Science and Technology. 16 (20): 1095–1101. doi:10.1179/026708300101507019.
- Zhu, K.Y.; Vassel, A.; Brisset, F.; Lu, K.; Lu, J. (16 August 2004). "Nanostructure formation mechanism of α-titanium using SMAT". Acta Materialia. 52 (14): 4101–4110. doi:10.1016/j.actamat.2004.05.023.
- Saito, Y.; Utsunomiya, H.; Tsuji, N.; Sakai, T. (1999). "Novel ultra-high straining process for bulk materials—development of the accumulative roll-bonding (ARB) process". Acta Materialia. 47 (2): 579–583. doi:10.1016/S1359-6454(98)00365-6.
- Ratna Sunil, B. (2015). "Repetitive corrugation and straightening of sheet metals". Materials and Manufacturing Processes. 30 (10): 1262–1271. doi:10.1080/10426914.2014.973600.
- Mirsepasi, Arya; Nili-Ahmadabadi, Mahmoud; Habibi-Parsa, Mohammad; Ghasemi-Nanesa, Hadi; Dizaji, Ahmad F. (August 2012). "Microstructure and mechanical behavior of martensitic steel severely deformed by the novel technique of repetitive corrugation and straightening by rolling". Materials Science and Engineering: A. 551: 32–39. doi:10.1016/j.msea.2012.04.073.
- Mirab, Saeideh; Nili-Ahmadabadi, Mahmoud; Khajezade, Ali; Abshirini, Mohamad; Parsa, Mohammad Habibi; Soltani, Naser (August 2016). "On the Deformation Analysis during RCSR Process Aided by Finite Element Modeling and Digital Image Correlation: On the Deformation Analysis during RCSR Process…". Advanced Engineering Materials. 18 (8): 1434–1443. doi:10.1002/adem.201600100.
- Shahmir, Hamed; Nili-Ahmadabadi, Mahmoud; Razzaghi, Alireza; Mohammadi, Mahdi; Wang, Chuan Ting; Jung, Jai Myun; Kim, Hyoung Seop; Langdon, Terence G. (June 2015). "Using dilatometry to study martensitic stabilization and recrystallization kinetics in a severely deformed NiTi alloy". Journal of Materials Science. 50 (11): 4003–4011. Bibcode:2015JMatS..50.4003S. doi:10.1007/s10853-015-8957-5. ISSN 0022-2461.
- Asghari-Rad, Peyman; Nili-Ahmadabadi, Mahmoud; Shirazi, Hassan; Hossein Nedjad, Syamak; Koldorf, Sebastian (March 2017). "A Significant Improvement in the Mechanical Properties of AISI 304 Stainless Steel by a Combined RCSR and Annealing Process: A Significant Improvement in the Mechanical Properties". Advanced Engineering Materials. 19 (3): 1600663. doi:10.1002/adem.201600663.
- Hossein Zadeh, S.; Jafarian, H.R.; Park, N.; Eivani, A.R. (February 2020). "Regulating of tensile properties through microstructure engineering in Fe-Ni-C TRIP steel processed by different strain routes of severe deformation". Journal of Materials Research and Technology: S2238785419320046. doi:10.1016/j.jmrt.2020.01.041.
- Mousavi, S.A.A. Akbari; Ebrahimi, S.M.; Madoliat, R. (12 June 2007). "Three dimensional numerical analyses of asymmetric rolling". Journal of Materials Processing Technology. 187–188: 725–729. doi:10.1016/j.jmatprotec.2006.11.045.
- Koch, C C (1 August 1989). "Materials Synthesis by Mechanical Alloying". Annual Review of Materials Science. 19 (1): 121–143. Bibcode:1989AnRMS..19..121K. doi:10.1146/annurev.ms.19.080189.001005.
- Zhang, X.; Wang, H.; Kassem, M.; Narayan, J.; Koch, C.C. (10 May 2002). "Preparation of bulk ultrafine-grained and nanostructured Zn, Al and their alloys by in situ consolidation of powders during mechanical attrition". Scripta Materialia. 46 (9): 661–665. doi:10.1016/S1359-6462(02)00048-9.
- Dai, K.; Shaw, L. (15 August 2007). "Comparison between shot peening and surface nanocrystallization and hardening processes". Materials Science and Engineering: A. 463 (1–2): 46–53. doi:10.1016/j.msea.2006.07.159.
- Amanov, A.; Cho, I.S.; Pyun, Y.S.; Lee, C.S.; Park, I.G. (15 May 2012). "Micro-dimpled surface by ultrasonic nanocrystalline surface modification and its tribological effects". Wear. 286–287: 136–144. doi:10.1016/j.wear.2011.06.001.
- Segal, Vladimir M.; Beyerlein, Irene J.; Tome, Carlos N.; Chuvil'deev, Vladimir N.; Kopylov, Vladimir I. (2010). Fundamentals and engineering of severe plastic deformation. Hauppauge, N.Y.: Nova Science Publishers. ISBN 9781616681906.
- Senkov, O.N.; Senkova, S.V.; Scott, J.M.; Miracle, D.B. (25 February 2005). "Compaction of amorphous aluminum alloy powder by direct extrusion and equal channel angular extrusion". Materials Science and Engineering: A. 393 (1–2): 12–21. doi:10.1016/j.msea.2004.09.061.
- US patent 6399215, Zhu, Y.T.; Lowe, T.C.; Valiev, R.Z.; Stolyarov, V.V.; Latysh, V.V.; Raab, G.J., "Ultrafine-grained titanium for medical implants", issued 2002-06-04, assigned to The Regents Of The University Of California
- Mishra, A; Kad, B; Gregori, F; Meyers, M (1 January 2007). "Microstructural evolution in copper subjected to severe plastic deformation: Experiments and analysis". Acta Materialia. 55 (1): 13–28. doi:10.1016/j.actamat.2006.07.008.
- Wu, X; Tao, N; Hong, Y; Xu, B; Lu, J; Lu, K (2002). "Microstructure and evolution of mechanically-induced ultrafine grain in surface layer of AL-alloy subjected to USSP". Acta Materialia. 50 (8): 2075–2084. doi:10.1016/S1359-6454(02)00051-4.
- Mohamed, Farghalli A. (2003). "A dislocation model for the minimum grain size obtainable by milling". Acta Materialia. 51 (14): 4107–4119. doi:10.1016/S1359-6454(03)00230-1.
- Edalati, K.; Horita, Z. (2011). "High-pressure torsion of pure metals: influence of atomic bond parameters and stacking fault energy on grain size and correlation with hardness". Acta Materialia. 59 (17): 6831–6836. doi:10.1016/j.actamat.2011.07.046.
- Edalati, K.; Akama, D.; Nishio, A.; Lee, S.; Yonenaga, Y.; Cubero-Sesin, J.; Horita, Z. (2014). "Influence of dislocation-solute atom interactions and stacking fault energy on grain size of single-phase alloys after severe plastic deformation using high-pressure torsion". Acta Materialia. 69 (8): 68–77. doi:10.1016/j.actamat.2014.01.036.