Computer-integrated manufacturing
Computer-integrated manufacturing (CIM) is the manufacturing approach of using computers to control entire production process.[1][2] This integration allows individual processes to exchange information with each part. Although manufacturing can be faster and less error-prone by the integration of computers, the main advantage is the ability to create automated manufacturing processes. Typically CIM relies of closed-loop control processes, based on real-time input from sensors. It is also known as flexible design and manufacturing.[3]
Overview
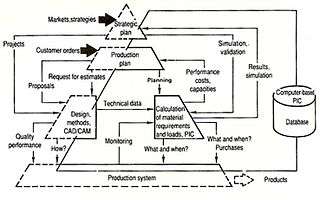
Computer-integrated manufacturing is used in automotive, aviation, space, and ship building industries.[4] The term "computer-integrated manufacturing" is both a method of manufacturing and the name of a computer-automated system in which individual engineering, production, marketing, and support functions of a manufacturing enterprise are organized. In a CIM system functional areas such as design, analysis, planning, purchasing, cost accounting, inventory control, and distribution are linked through the computer with factory floor functions such as materials handling and management, providing direct control and monitoring of all the operations.
As a method of manufacturing, three components distinguish CIM from other manufacturing methodologies:
- Means for data storage, retrieval, manipulation and presentation;
- Mechanisms for sensing state and modifying processes;
- Algorithms for uniting the data processing component with the sensor/modification component.
CIM is an example of the implementation of information and communication technologies (ICTs) in manufacturing.
CIM implies that there are at least two computers exchanging information, e.g. the controller of an arm robot and a micro-controller of a [[]].
Some factors involved when considering a CIM implementation are the production volume, the experience of the company or personnel to make the integration, the level of the integration into the product itself and the integration of the production processes. CIM is most useful where a high level of ICT is used in the company or facility, such as CAD/CAM systems, the availability of process planning and its data.
History
The idea of "digital manufacturing" became prominent in the early 1970s, with the release of Dr. Joseph Harrington's book, Computer Integrated Manufacturing.[5] However,it was not until 1984 when computer-integrated manufacturing began to be developed and promoted by machine tool manufacturers and the Computer and Automated Systems Association and Society of Manufacturing Engineers (CASA/SME).
- "CIM is the integration of total manufacturing enterprise by using integrated systems and data communication coupled with new managerial philosophies that improve organizational and personnel efficiency." ERHUM
- In a literature research was shown that 37 different concepts of CIM were published, most of them from Germany and USA. In a timeline of the 37 publications it is possible to see how the CIM concept developed over time. Also it is quite markable how different the concepts of all publications are.[6]
Topics
Key challenges
There are three major challenges to development of a smoothly operating computer-integrated manufacturing system:
- Integration of components from different suppliers: When different machines, such as CNC, conveyors and robots, are using different communications protocols (In the case of AGVs, even differing lengths of time for charging the batteries) may cause problems.
- Data integrity: The higher the degree of automation, the more critical is the integrity of the data used to control the machines. While the CIM system saves on labor of operating the machines, it requires extra human labor in ensuring that there are proper safeguards for the data signals that are used to control the machines.
- Process control: Computers may be used to assist the human operators of the manufacturing facility, but there must always be a competent engineer on hand to handle circumstances which could not be foreseen by the designers of the control software.
Subsystems
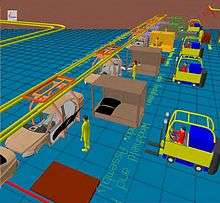
A computer-integrated manufacturing system is not the same as a "lights-out factory", which would run completely independent of human intervention, although it is a big step in that direction. Part of the system involves flexible manufacturing, where the factory can be quickly modified to produce different products, or where the volume of products can be changed quickly with the aid of computers. Some or all of the following subsystems may be found in a CIM operation:
Computer-aided techniques:
- CAD (computer-aided design)
- CAE (computer-aided engineering)
- CAM (computer-aided manufacturing)
- CAPP (computer-aided process planning)
- CAQ (computer-aided quality assurance)
- PPC (production planning and control)
- ERP (enterprise resource planning)
- A business system integrated by a common database.
Devices and equipment required:
- CNC, Computer numerical controlled machine tools
- DNC, Direct numerical control machine tools
- PLCs, Programmable logic controllers
- Robotics
- Computers
- Software
- Controllers
- Networks
- Interfacing
- Monitoring equipment
Technologies:
- FMS, (flexible manufacturing system)
- ASRS, automated storage and retrieval system
- AGV, automated guided vehicle
- Robotics
- Automated conveyance systems
Others:
CIMOSA
CIMOSA (Computer Integrated Manufacturing Open System Architecture), is a 1990s European proposal for an open systems architecture for CIM developed by the AMICE Consortium as a series of ESPRIT projects.[8][9] The goal of CIMOSA was "to help companies to manage change and integrate their facilities and operations to face world wide competition. It provides a consistent architectural framework for both enterprise modeling and enterprise integration as required in CIM environments".[10]
CIMOSA provides a solution for business integration with four types of products:[11]
- The CIMOSA Enterprise Modeling Framework, which provides a reference architecture for enterprise architecture
- CIMOSA IIS, a standard for physical and application integration.
- CIMOSA Systems Life Cycle, is a life cycle model for CIM development and deployment.
- Inputs to standardization, basics for international standard development.
CIMOSA according to Vernadat (1996), coined the term business process and introduced the process-based approach for integrated enterprise modeling based on a cross-boundaries approach, which opposed to traditional function or activity-based approaches. With CIMOSA also the concept of an "Open System Architecture" (OSA) for CIM was introduced, which was designed to be vendor-independent, and constructed with standardised CIM modules. Here to the OSA is "described in terms of their function, information, resource, and organizational aspects. This should be designed with structured engineering methods and made operational in a modular and evolutionary architecture for operational use".[10]
AREAS
There are multiple areas of usage:
- In Industrial and Production engineering
- In mechanical engineering
- In electronic design automation (printed circuit board (PCB) and integrated circuit design data for manufacturing)
See also
References
- Kalpakjian, Serope; Schmid, Steven (2006), Manufacturing engineering and technology (5th ed.), Prentice Hall, p. 1192, ISBN 978-7-302-12535-8.
- Laplante, Phillip A. (2005), Comprehensive dictionary of electrical engineering (2nd ed.), CRC Press, p. 136, ISBN 978-0-8493-3086-5.
- "Flexible Manufacturing Systems".
- Saracoglu, B. O. (2011). "Identification of Technology Performance Criteria for CAD/CAM/CAE/CIM/CAL in Shipbuilding Industry". 2006 Technology Management for the Global Future - PICMET 2006 Conference. pp. 1635–1646. doi:10.1109/PICMET.2006.296739. ISBN 978-1-890843-14-4.CS1 maint: ref=harv (link)
- http://www.simflow.net/publications/books/cimie-part1.pdf
- Meudt, Tobias; Pohl, Malte; Metternich, Joachim (27 July 2017). "Modelle und Strategien zur Einführung des Computer Integrated Manufac-turing (CIM) – Ein Literaturüberblick". TU Prints: 36.
- Waldner, Jean-Baptiste (September 1992). Principles of Computer-Integrated Manufacturing. London: John Wiley & Sons. pp. 128–p132. ISBN 0-471-93450-X.
- AMICE Consortium (1991). Open System Architecture for CIM, Research Report of ESPRIT Project 688, Vol. 1, Springer-Verlag, 1989.
- AMICE Consortium (1991), Open System Architecture, CIMOSA, AD 1.0, Architecture Description, ESPRIT Consortium AMICE, Brussels, Belgium.
- F. Vernadat (1996). Enterprise Modeling and Integration. p.40
- Richard C. Dorf, Andrew Kusiak (1994). Handbook of Design, Manufacturing, and Automation. p.1014
Further reading
- Yoram Koren Computer Control of Manufacturing Systems, McGraw Hill, Inc. 1983, 287 pp, ISBN 0-07-035341-7
- Singh, V (1997). The Cim Debacle: Methodologies to Facilitate Software Interoperability. Springer. ISBN 981-3083-21-2.
- A. de Toni and S. Tonchia, Manufacturing Flexibility: a literature review International Journal of Production Research, 1998, vol. 36, no. 6, 1587-617.
- Jean-Baptiste Waldner (1992), Principles of Computer-Integrated Manufacturing, John Wiley & Sons, ISBN 0-471-93450-X
- Jean-Baptiste Waldner (1990), CIM, les nouvelles perspectives de la production, DUNOD- BORDAS, ISBN 978-2-04-019820-6
External links
| Wikimedia Commons has media related to Computer Integrated Manufacturing (CIM). |